High Temperature Assessments


Components such as heater tubes, steam and catalytic reformers, thin/thick wall reactors, and Fluid Catalytic Cracking Units (FCCU) can experience a combination of high temperature, stress, and long exposure that results in material degradation from the process referred to as creep.
High-temperature damage can be caused by numerous factors, including:
- Flame impingement
- Coking
- Aggressive operation (i.e., normal operation at high temperatures)
- Long-term operation
At Stress Engineering, we advocate a comprehensive “cradle to grave” approach to life management of components in the creep environment. Our methodology utilizes a vital combination of creep life calculations, inspection, microscopic examination, measurement, predictive modeling, and testing.
Predictive Modeling
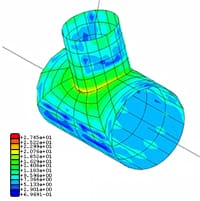
In many cases, such as new design or remediation of chronic operating issues, computer modeling of the flow and temperature properties is the only way to accurately address the thermal behavior of the system. We perform computational fluid dynamic (CFD) analysis of heaters to address issues such as heat transfer prediction, burner-to-burner interaction evaluation, flame impingement evaluation, improvements in flame shape and NOx performance.
High-Temperature Creep Testing
Our creep testing laboratory in Cincinnati, Ohio is equipped with 80 fully instrumented creep machines ranging in capacity from 500 lbs. up to 100,000 lbs. Engineering materials at test temperatures up to 2200°F can be accommodated. Capabilities include standard creep testing, special purpose creep tests using nonstandard specimens for collecting information on samples extracted from process equipment in service, and testing subcomponents such as weldments. more on: Creep Testing >
Heater Tubes
A typical site-wide heater assessment begins with identifying the highest pressure and temperature experienced by each heater. Worst-case screening calculations are then performed on each heater. For the heaters that are at risk for creep damage, detailed calculations are performed to predict remaining creep life. Detailed calculations require more file research and DCS history. More complicated factors are often included, such as:
- Pressure drop along the length of a tube
- Regular pressure and temperature changes related to coking
- Tube temperature variations in different parts of a heater
All these factors are used in either Larson-Miller or MPC Omega calculations to establish more accurate tube life estimates.
Steam Methane Reformer (SMR) Catalyst Tubes
SMRs generate some of the hottest routine operating temperatures in a refinery. Similar to heater tubes, they are direct-fired. The operating temperatures can routinely range from 1800°F to 2100°F. These tubes typically are made from cast microalloys that are expensive and can be difficult to obtain on short notice. For these reasons, life prediction and extension are extremely important in SMR service.
Unlike many other high-temperature components, catalyst tubes are regularly inspected for wall thickness and diameter at intervals of 6 months to 2 years. These frequent and close inspections can be used to monitor tube condition and increase the accuracy of life predictions.
Another unique aspect of SMR catalyst tubes is the location of crack initiation. The thermal gradients and their resulting stress distribution, along with the through-wall microstructural variations, yield crack initiation in the inner third of the tube wall. These cracks typically propagate to the inner wall, and eventually begin to progress outward to the outer wall.
Fluid Catalytic Cracking Units (FCCU)
The range of life assessment issues with FCCUs is complex because they involve a number of material degradation mechanisms. They are all a function of the operating history (pressure, temperature, thermal cycles, exposure time, process upsets, weld quality) and material properties. All of these process conditions interact and eventually impact the service life of the equipment or component.
With years of FCCU assessment experience and a highly skilled staff, our primary focus is helping clients assess equipment before and during turnaround to assure the best possible reliable and safe operation, and remaining life of their FCCU.
Our Capabilities
At Stress Engineering, we are dedicated to helping you solve your most complex engineering problems. We offer a wide range of capabilities including:
- API 579 Fitness for Service
- Brittle Fracture
- Coke Drums
- High-Temperature Hydrogen Attack
- Laser Scanning
- Pressure Vessel & Piping
- Vulnerability Assessments
Contact us Today
To learn more about how we can help you.



